 中文
中文 ENGLISH
ENGLISH
-
 Hebei Xingshuo Saw Co., Ltd. has gained many honorable titles such as "Hi-tech enterprise in Hebei Province", "Top10 private-run enterprise in Hebei Province", "Model star science and technology enterprise in Hebei Province".
Hebei Xingshuo Saw Co., Ltd. has gained many honorable titles such as "Hi-tech enterprise in Hebei Province", "Top10 private-run enterprise in Hebei Province", "Model star science and technology enterprise in Hebei Province".  Togather and success in Troubles, improving management, developing and win-wintogether! Taking "Innovation and technology enterprises", keeping first in Asia and struggling world-class.
Togather and success in Troubles, improving management, developing and win-wintogether! Taking "Innovation and technology enterprises", keeping first in Asia and struggling world-class. -
重点客户








-
 We have a professional service team, strive for enterprises to provide faster, more accurate, more attentive service.
We have a professional service team, strive for enterprises to provide faster, more accurate, more attentive service.  Carrying behavior dream with partners to provide business platform, providing support services to help partners to complete their dreams.
Carrying behavior dream with partners to provide business platform, providing support services to help partners to complete their dreams. -
 According to industry trends, market dynamics and industry analysts finishing create the most popular topics related to the blade.
According to industry trends, market dynamics and industry analysts finishing create the most popular topics related to the blade.

SERVICE



SERVICE
- DIAMOND CIRCULAR SAW BLANKS
- METALLURGICAL CIRCULAR SAW BLADE
- TCT SAW BIADE FOR WOOD CUTTING
- SAW BLANK FOR TCT CIRCULAR SAW BLADE
- Nc cutting tools & tooling system
- ROTATION SPEED IN RELATION TO THE PERIPHERAL SPEED AND THE BLADE DIAMETER
-
Peripheral Speed Dia 30m/s 35m/s 40m/s 45m/s 50m/s 55m/s Rotational Speed of the Spindle in RPM 200 2870 3340 3820 4300 4780 5250 250 2290 2670 3060 3440 3820 4200 300 1910 2230 2550 2870 3180 3500 350 1640 1910 2180 2460 3730 3000 400 1430 1670 1910 2150 2390 2630 450 1270 1490 1700 1910 2120 2330 500 1150 1340 1530 1720 1910 2100 550 1040 1220 1390 1560 1740 1910 600 960 1110 1270 1430 1590 1750 700 820 960 1090 1230 1360 1500 800 720 840 960 1070 1190 1310 900 640 740 850 960 1060 1170 1000 570 670 760 860 960 1050 1100 520 610 690 780 870 960 1200 480 560 640 720 800 880 1300 440 510 590 660 740 810 1400 410 480 550 610 680 750 1500 380 450 510 570 640 700 1600 360 420 480 640 600 660 1750 330 380 440 490 550 600 2000 290 330 380 430 480 530 2500 230 270 310 340 380 420 2700 210 250 280 320 350 390 3000 190 220 260 290 320 360 3500 163 190 218 245 272 300 4200 136 160 181 204 227 250 5200 110 128 146 165 184 202
- Loss of tension
-
Symptom Cause Remedy There is “undercutting” when the steel plate wears more rapidly than the diamond segment, particularly at the joint between the segments and the steel plate. The blade is being used on a poorly aligned saw.
Correct the alignment of the saw. The blade is too hard in relation to the material being cut, which causes excessive stress on the steel plate. Ensure that the blade is suitable for the material being cut (consult the selection table or see your distributor).
Slippage of the material causes deformation of the blade which twists or bends.
Hold the material firmly while sawing. The use of flanges which are too small or not of the same diameter causes unequal pressure on the steel plate.
Ensure that the flanges are of the right size and the same diameter. The blade is poorly fitted onto the spindle and bends when the flanges are tightened.
Hold the blade on the spindle until the outer flange and the nut have been firmly tightened. The blade is being used at the wrong speed of rotation.
Check whether the spindle is rotating at the correct speed, using a tachometer. This precaution is particularly important for concrete saws.
The steel plate heats up due to friction caused by too rapid or uneven wear of the rim.
Use a blade with more side clearance or of a specification more suited to the material.
- Excessive Wear
-
Symptom Cause Remedy The blade used is not suitable for the highly abrasive material being cut (e.g: a tile-cutting blade used on a concrete block).
See the blade selection table or consult your distributor who will indicate the correct blade specification. Blade cooling is insufficient; this problem is often found because of excessive wear in the centre of the segment. (Note: in the two cases mentioned above, the diamonds generally project very sharply).
Clean the cooling system. Ensure that the water pump is operating correctly.
Wear accelerates if the blade has lost its circular shape; this may be due to poor bearings, a worn spindle or the use of a blade which is too hard in relation to the material being cut.
Check the bearings and the spindle. If they are worn, replace them before fitting a new blade. Output power is insufficient because V-belts are not properly tensioned, voltage is inadequate or speed is incorrect.
Tension the belts correctly. Replace worn belts. Check the voltage. Use an appropriate power source. Cutting speed is too fast.
Reduce the speed of advance. Blade is not perpendicular to the material being cut.
Check the speed of the blade’s drive spindle and the flanges to ensure correct alignment of the blade and of the machine.
Spindle is rotating too slowly.
Check the speed of the drive spindle. If necessary, change the equipment or modify speed of rotation.
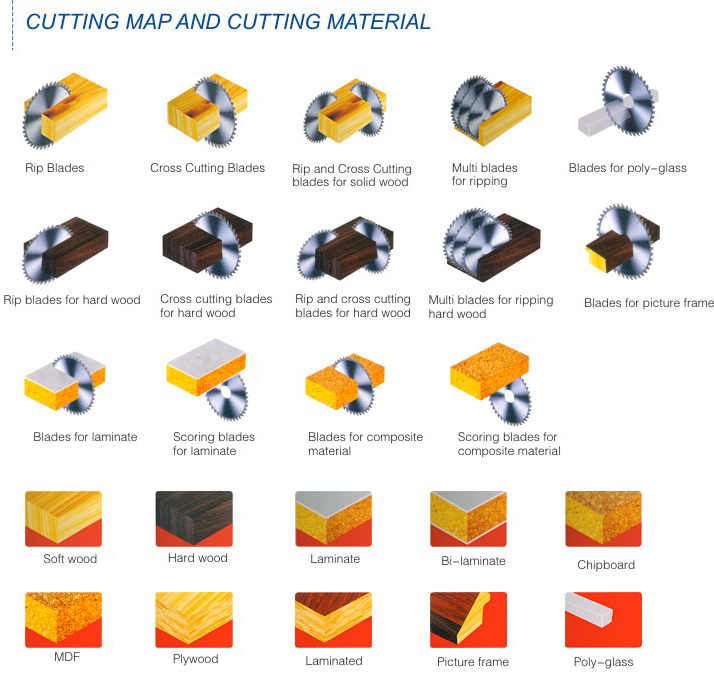
How to choose the saw blades
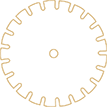
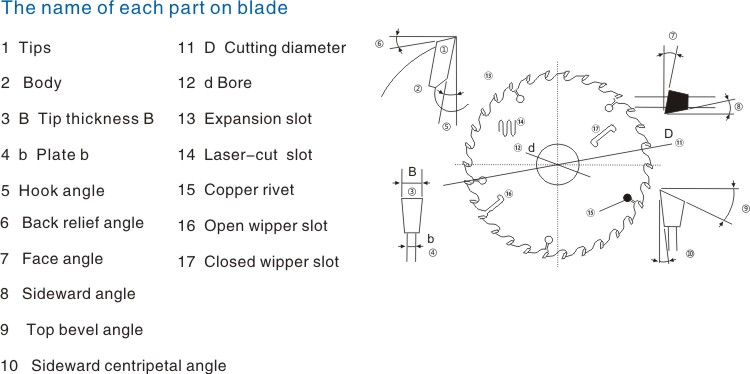
The Max. rpm of the saw blade should be changed according to the cutting diameter and the plate. Refer to the table 1. If the rpm is higher than the data, it will influence the performance and shorten the cutting life of the blade. The T must be higher than the teeth top, refer to picture 1, too much or less will lower the quality of the blade.
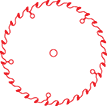
The working teeth number must be 3 or 4. Refer to picture 2. If less than 3, it will cause the vibration and can't get a smooth cutting face. If you want to cut thicker stock but use the same diameter blade, then choose the small number teeth blade. For the same diameter blade, if you want to cut thinner stock with longer cutting life, choose the larger number teeth blade.

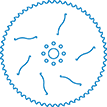
Key
P=pitch
S=the thickness of the work piece
Z=teeth number
D=cutting diameter
remark:
The above formulation is used to for cross cut, or cutting MDF, plywood, chip board or laminate, not for rip.
How to choose the dimensions
1.P=Sx1.4142/3
2.Z=Dx3.14/P
3.Z=Dx8/S

How to use the saw blade
1.Make sure about the precision of the guide and principal axis.
2.The size of the flanges inside or outside must be same, the flanges must be clean, flat.
3.Clean the saw blade before using, make sure the contacting surface with the flange must be non-rusty and clean.
4.Make sure about the right running direction. Make sure the fixing is tight enough.
5.Re-sharpen the blade regulary. Do not use the blade immoderately. Make sure about the cutting angles during re-sharpening.
6.Clean the body and the tips before re-sharpening.
7.Choose the right grinding when re-sharpening (grain, hardness), make sure about the sharpness and prevent the tips from chipping. Use the cooling liquid.
8.When enlarge the bore, do not enlarge the bore size 20mm larger than before. Check the section run out at the diameter, prevent the blade from off-centre and then lower the quality. Do not enlarge the bore size on plank multi-rip saw.
9.Please use the CNC grinding machine to re-sharpen the blade. Do not use hand control, prevent from accident.
- 硬质合金锯片使用过程中的问题
-
在圆锯片使用过程中,客户经常会遇见如下问题:
● 锯齿耐磨性不足;
● 崩刃或掉齿;
● 跑锯;
● 削表面粗糙;
● 齿底开裂。
·大时代合金圆锯片品种多样,规格齐全。专业针对切铝、铜以及压克力等各种材料加工而研发的高性能锯片,能针对客户的具体要求配备不同的圆锯片,采用严格的生产工艺、高精度的CNC加工设备来保证锯片的高质量标准,严格杜绝以上质量问题的发生。
·硬质合金圆锯片应根据锯切方向、加工对象和应用场合等因素而选择不同的牌号和颗粒度的硬质合金,以及选择合理的齿数和齿形来保证锯齿硬度、冲击韧性、排削能力和耐磨性等技术性能。提高工件的切削质量、延长圆锯片耐用度和保证锯齿的冲击韧性和锋利性。
·锯齿的尺寸经过了科学的计算,把焊接残余应力降低到最低程度,无假焊和脱焊现象.
修磨与维护合金锯片的重要性:
圆锯片使用后,往往会出现如下问题:
● 锯齿有崩刃;
● 工件表面起毛;
● 锯切功率陡增; 为保证锯切质量和安全, 必须由熟练的操作工及时重磨和清洁圆锯片并 定时清除锯齿表面上的污垢,保证锯切效果
- 进口硬质合金圆锯片与国产锯片的差异
- 锯片专业研发与制造。生产合金锯片的基体采用当今世界独特的圆形旋转锥辊轧 制纬向处理的技术及制造工艺,使基体具有极好的刚性,以圆心为对称分布的均匀组 织结构及力学性能,应力以圆心均匀分布发挥超常的旋转绷直能力,硬质合金锯片具 有极佳的切割精度。采用优质纳米级碳化钨、钴等多种稀有金属先进工艺烧结的高性 能合金锯齿,使锯片锋利而耐用。锯路直线性好,切面光滑无痕。锯片的性价比得到 广泛好评。深受用户青睐。为用户生产高质量的产品且降低生产成本奠定了基础。
- 数控刀具的加工顺序的安排应遵循什么原则?
-
加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。
顺序一般应按下列原则进行:
(1)上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
(2)先进行内形内腔加工序,后进行外形加工工序。
(3)以相同定位、夹紧方式或同一把刀加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
(4)在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序
- 数控刀具中如何对加工工序进行划分
-
数控加工工序的划分一般可按下列方法进行:
(1)刀具集中分序法 就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。
(2)以加工部位分序法 对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。
(3)以粗、精加工分序法 对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。 综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。
- PRODUCTS
- DIAMOND CIRCULAR SAW BLANKS
- METALLURGICAL CIRCULAR SAW BLADE
- NC CUTTING TOOLS & TOOLING SYSTEM
- TCT SAW BIADE FOR WOOD CUTTING
- SAW BLANK FOR TCT CIRCULAR SAW BLADE
- CONTACT US
- TEL:0315-6566358
FAX:0315-6565234
ADD:YAHONGQIAO TOWN, YUTIAN COUNTY, HEBEI PROVINCE, CHINA
E-mail:ADMIN@XINGSHUO.COM
-
Whatsapp
Whatsapp:
+86 13803301271 -
Scan
Scan by wechat
